







Wybierz poszczególne artykuły z poniższej tabeli, aby wyświetlić szczegółowe informacje, obrazy i dokumentacje.





Klej uniwersalny o dużej wytrzymałości
Mocny, szybkowiążący klej poliuretanowy o szerokim spektrum zastosowań

Zarejestruj się i uzyskaj dostęp do 125,000 produktów
Filtry wyboru
Zarejestruj się i uzyskaj dostęp do 125,000 produktów
Zadzwoń do centrum obsługi klienta: 22 510 20 10
Ceny wyświetlane dla klientów po zalogowaniu
Bardzo wytrzymałe łączenie
- Bardzo wysoka przyczepność
- Klej wiskoplastyczny o małej pienistości
- Krótki czas wiązania i wysoka wytrzymałość początkowa już po 15 minutach.
- Bardzo dobra przyczepność do szerokiej gamy podłoży, takich jak marmur, kamień syntetyczny itp.
- Można szlifować i malować
- Dobra odporność na działanie warunków pogodowych i starzenie
- Nie zawiera silikonu
- Przyczepność do „elementów szalunku traconego”* potwierdzona przez MPA Braunschweig. Nr raportu z badań: 5131/2446-a
- Test grupy naprężeń D4 wykonany zgodnie z DIN/EN 204 przez ift Rosenheim. Nr raportu z badań: 55524676
- Odporność na wysoką temperaturę sprawdzona zgodnie z wymogami normy WATT 91 przez ift Rosenheim. Nr raportu z badań: 555 34457
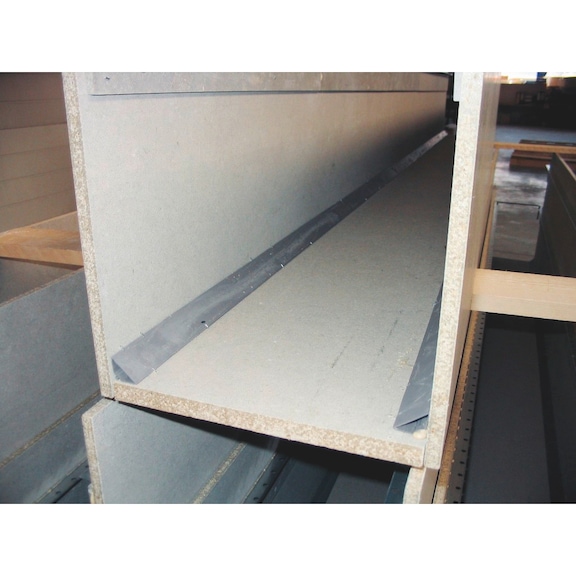
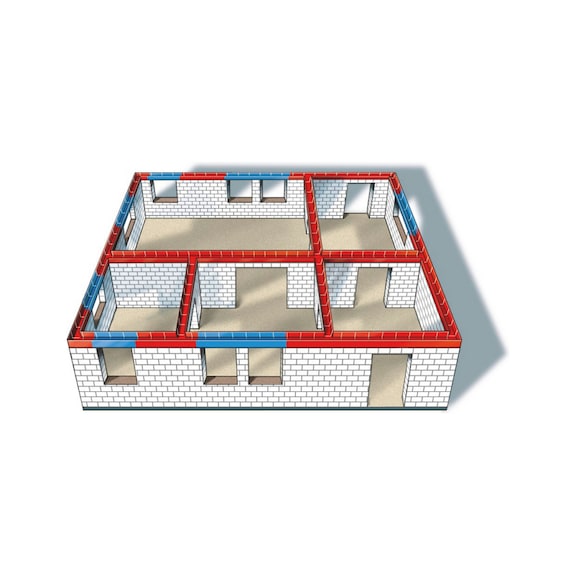
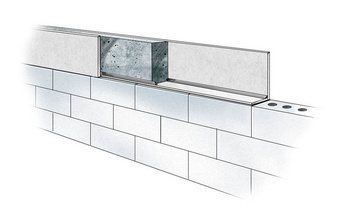
*Elementy szalunku traconego: Drewniane, płaskie panele do betonu używane na budowach do szalowania konstrukcji pierścieniowych, krawędzi sufitowych oraz nadproży. Szalunki pozostają zamknięte w betonie, przez co noszą nazwę „szalunków traconych”.
- Elementy szalunków traconych = płasko prasowane płyty cementowo-wiórowe (płyta podłogowa o grubości 24 mm i płyta ścienna o grubości 10 mm) stosowane są w budownictwie do szalowania wieńców, krawędzi stropów i nadproży. Szalunek jest zalewany betonem (stropy o grubości 160 mm, grubsze stropy o grubości 180 i 200 mm należy ocenić indywidualnie dla każdego przypadku) i zostaje w nim na stałe, dlatego nazywany jest „szalunkiem traconym”.
- Raport z badania 5131/2446a z opinią eksperta wydany przez Instytut badawczy ds. testowania wyrobów w Brunszwiku potwierdza, że szalunki tracone z płyt cementowo-wiórowych (L=10/24) połączonych klejem nadają się do stropów o grubości do 160 mm. Stropy o grubości 180 i 200 mm muszą być oceniane indywidualnie dla każdego przypadku.
- Lepkość klejów 1-składnikowych PUR podczas obróbki w temperaturze +15°C jest w przybliżeniu dwukrotnie wyższa niż w temperaturze +25°C.
- Światło słoneczne powoduje odbarwienie kleju, ale nie wpływa na jego wytrzymałość.
- Klejenie aluminium, miedzi, mosiądzu: Tylko na powierzchniach wstępnie obrobionych chemicznie lub powlekanych: materiały te nie mogą być trwale połączone w sposób odporny na starzenie bez odpowiedniego przygotowania powierzchni klejenia.
- Przedmioty powlekane proszkowo i wszystkie metale muszą być zawsze czyszczone środkiem czyszczącym Aluminium Cleaner typu 60 (nr art. 0892 130 030 / 0892 130 031).
- Wykonanie niezawodnych połączeń powłok proszkowych ze składnikami PTFE nie jest możliwe bez uprzedniego przygotowania powierzchni (np. procesu plazmowego).
- Nacisk: w przypadku klejenia powierzchniowego ≥0,015 N/mm²
- w przypadku łączenia drewna litego z drewnem litym ≥1 N/mm²
- W przypadku klejenia szczelin o grubości ≥2,5 mm czasy klejenia, dociskania i utwardzania są znacznie dłuższe, a klejenie szczelin o grubości ≥5 mm nie jest możliwe.
- Jeśli klejony element może być wystawiony na działanie wilgoci, szczeliny/powierzchnie klejone muszą być również uszczelnione/zabezpieczone odpowiednim środkiem uszczelniającym!
- W przypadku łączenia metali z materiałami chłonnymi (np. drewnem, materiałami budowlanymi itp.) wilgoć może stopniowo penetrować złącze klejowe poprzez materiał chłonny, co może przyczynić się do wystąpienia korozji na powierzchni metalu. Metalowa powierzchnia klejenia musi zatem być odpowiednio zabezpieczona przed korozją, np. lakierem, powłoką proszkową!
- W przypadku łączenia różnych materiałów (o różnych współczynnikach rozszerzalności) wymiary złącza klejowego muszą być dostosowane do zachowania materiałów w długim okresie.
- Klejone przedmioty nie powinny być malowane do momentu całkowitego utwardzenia kleju. Jeśli są malowane zbyt wcześnie, to mogą tworzyć się pęcherze farby.
- Ze względu na trudności związane z właściwościami powierzchni aluminiowych zawsze zalecamy uzyskanie od dostawcy informacji na temat właściwego sposobu przygotowania powierzchni dla danego zastosowania klejenia. Konieczne jest wykonanie odpowiednich testów wstępnych.
- Podczas produkcji i przetwarzania stali nierdzewnej wykorzystywane są materiały pomocnicze, takie jak wosk, oleje itp., które trudno całkowicie usunąć. Wykazano, że oczyszczenie przy użyciu rozpuszczalników, szlifowania lub (lepiej) piaskowania powierzchni, a następnie powtórne oczyszczenie za pomocą rozpuszczalników zapewnia znacznie lepsze wyniki klejenia.
- Blachy ocynkowane powinny być zawsze zabezpieczone przed trwałą wilgocią. Aby uniknąć wystąpienia „białej rdzy”, nie wolno dopuścić do przedostania się wilgoci na powierzchnię klejenia!
- Klejenie modrzewia: Kleje 1K-PUR nie mogą być nigdy stosowane do klejenia powierzchni z modrzewia na zewnątrz. Zawarta lub formująca się w drewnie substancja „arabinogalaktan” znacznie osłabia wytrzymałość wiązania! Nie stwierdzono problemów z klejami PVAC i EPOXI.
- Podczas klejenia drewna litego klej powinien być nakładany na obie powierzchnie klejone.
- Klej jest lekko pieniący i dlatego nadaje się do użycia na lekko nierównych powierzchniach. Czas dociskania należy dostosować do grubości złącza klejowego.
- W przypadku klejenia drewna litego w zastosowaniach zewnętrznych należy przeprowadzić odpowiednie testy w celu określenia optymalnego trwałego połączenia w zależności od rodzaju drewna, intensywności warunków atmosferycznych, ochrony powierzchni i geometrii złącza klejowego.
- Na czas formowania naskórka i klejenia oraz wymagany czas dociskania i obróbki mają wpływ m.in. kryteria, takie jak materiał, temperatura, ilość nakładanego kleju i wilgotność powietrza. W rezultacie można je precyzyjnie określić tylko za pomocą niezależnych testów. Instalator powinien dodać odpowiednie marginesy bezpieczeństwa dla określonych wartości odniesienia.


| MONTAGELIM | |||||
| Wieloklejący o dużej wytrzymałości na rozciąganie 0893 100 110 | Klej wielowłóknowy 0893 100 115 | PUR Rapid 0892 100 102 | Klej montażowy, bezrozpuszczalnikowy 0893 100 100 | ||
| Miedź | ⎷5,4,1 | ⎷5,4,1 | ⎷5,4,1 | ⎷ | |
| Mosiądz | ⎷5,4,1 | ⎷5,4,1 | ⎷5,4,1 | - | |
| Stal/żelazo | ⎷5,4,1 | ⎷5,4,1 | ⎷5,4,1 | ⎷1 | |
| Cynk | - | ⎷ | ⎷ | ⎷ | |
| Tworzywo sztuczne | ABS | ⎷4,2 | ⎷4,2 | ⎷4,2 | ⎷2 |
| TWS | ⎷5 | ⎷5 | ⎷5 | ⎷2 | |
| Guma/neopren | ⎷5 | ⎷5 | ⎷5 | - | |
| Twarde pianki | ⎷ | ⎷ | ⎷ | ⎷2 | |
| PE | - | - | - | - | |
| PMMA | - | - | - | ⎷2 | |
| Poliamid | ⎷ | - | - | - | |
| Poliwęglan | ⎷5 | - | - | ⎷2 | |
| Polistyren (nie pianka!) | - | - | - | - | |
| PP | - | - | - | - | |
| PTFE | - | - | - | - | |
| PVC (nie miękki PVC!) | ⎷6 | ⎷6 | - | ⎷2 | |
| Silikony | - | - | - | - | |
| Styropian | ⎷ | ⎷ | ⎷ | ⎷ | |
| Powierzchnie malowane | Powierzchnie malowane (farby 2K, emalie do pieczenia, KTL, blachy powlekane zwojowo) | ⎷5 | ⎷5 | ⎷5 | - |
| Drewno i materiały drewnopochodne | Drewno (np. MDF, płyta wiórowa) | ⎷ | ⎷ | ⎷ | ⎷ |
| Laminowane panele HPL (Restopal, Ultrapas) | ⎷ | ⎷ | ⎷ | ⎷ | |
| Panele dekoracyjne | ⎷5 | - | - | ⎷ | |
| Korek | ⎷ | ⎷ | ⎷ | ⎷ | |
| Kamień i materiały budowlane | Beton | ⎷3 | ⎷3 | ⎷3 | ⎷3 |
| Podkłady bitumiczne | - | - | - | - | |
| Gazobeton, tynk, płyta gipsowo-kartonowa | ⎷3 | ⎷3 | ⎷3 | ⎷3 | |
| Kamień sztuczny (Korian, Varicor) | ⎷ | ⎷ | ⎷ | ⎷3 | |
| Delikatny kamień naturalny (np. marmur) | ⎷ | ⎷ | ⎷ | - | |
| Kamień | ⎷ | ⎷ | ⎷ | ⎷ | |
| Płyty cementowo-wiórowe | ⎷3 | - | - | ⎷3 | |
| Inne | Emalie | ⎷5 | ⎷5 | ⎷5 | - |
| Szkło | - | - | - | - | |
| Włókno szklane | ⎷ | ⎷ | ⎷ | - | |
| Lustro | - | - | - | - | |
| Porcelana, ceramika, płytki | ⎷ | ⎷ | ⎷ | - | |
| Papier | ⎷ | ⎷ | ⎷ | ⎷ | |
| Pap | ⎷ | ⎷ | ⎷ | ⎷ | |
| Tkanina | - | - | - | - | |
| Skóra | ⎷ | ⎷ | ⎷ | - | |
| Metale | aluminium | ⎷4,1 | ⎷4,1 | ⎷4,1 | ⎷1 |
| Ołów | - | - | - | - | |
| stal nierdzewna | ⎷5 | ⎷5 | ⎷5 | ⎷1 | |
| Tabela optymalizacji | ||
| Powierzchnia/materiał | Kroki optymalizacji: | Uwagi |
| Anodowane aluminium | 1. Środek czyszczący Activating Cleaner 2. Preparat gruntujący do metalu AdhesionPlus | – |
| Aluminium (AlMg3, AlMgSi1) | 1. Czyszczenie podstawowe środkiem czyszczącym typu 60 2. Lekko oszlifować bardzo drobną włókniną ścierną 3. Czyszczenie końcowe środkiem czyszczącym typu 60 4. Środek czyszczący Activating Cleaner 5. Preparat gruntujący do metalu AdhesionPlus | – |
| Nieżelazne metale nieszlachetne (mosiądz, miedź, brąz itp.) | Użycie preparatu do metalu AdhesionPlus jest obowiązkowe! | |
| Stal nierdzewna (odporna na rdzę) | – | |
| Stal (St 37 itp.) | W przypadku części podatnych na korozję: Wymagane 2-składnikowe PU lub epoksydowe zabezpieczenie antykorozyjne! | |
| Stal ocynkowana (na gorąco lub zimno) | Powstawanie korozji | |
| Cynk | Tworzenie się białej rdzy w przypadku obecności wilgoci | |
| Powłoki proszkowe | Środek czyszczący, typ 60 | Testy wstępne są zalecane dla zastosowań w wilgotnych środowiskach lub w których działają znaczne siły. |
| (PES, EP/PES) | ||
| 2-składnikowa warstwa nawierzchniowa, na bazie wody lub rozpuszczalnika (PUR, akryl) | Varioprimer safe + easy | Ze względu na dużą liczbę dostępnych farb, informacje te stanowią jedynie wskazówkę. W razie potrzeby wykonać testy próbne. |
| 2-składnikowe preparaty gruntujące, na bazie wody lub rozpuszczalników | Varioprimer safe + easy | – |
| (PUR, akryl, żywica epoksydowa) | ||
| Katodowe powlekanie zanurzeniowe | Środek czyszczący Activating Cleaner | – |
| (E-powłoka) | ||
| Powłoka Coil-coat | Środek czyszczący Activating Cleaner | – |
| ABS | 1. Środek czyszczący Activating Cleaner 2. Preparat gruntujący AdhesionPlus do P/W/S | – |
| GFRP (poliester nienasycony), strona żelkotowa lub SMC | 1. Czyszczenie podstawowe środkiem czyszczącym typu 60 2. Piaskować „bardzo drobnym” piaskiem lub włókniną ścierną o ziarnie 60–80, a następnie odkurzyć 3. Czyszczenie końcowe środkiem czyszczącym typu 60 | Powierzchnia klejenia musi być zabezpieczona przed promieniowaniem UV (nieprzezroczysta pokrywa). |
| Twarde PCW | Środek czyszczący typu 10 lub typu 60 | – |
| Poliamid | Varioprimer safe + easy | – |
| Drewno, sklejka, MDF, produkty z drewna i korka | Odpylanie | – |
| Panele laminowane HPL (Resopal, Ultrapas) | Środek czyszczący, typ 60 | – |
| Emalia, porcelana, ceramika, płytki | 1. Środek czyszczący typu 60 2. Varioprimer safe + easy | – |
| Beton, zaprawa mineralna, tynk i płyty cementowo-włóknowe | 1. Usunąć pył 2. Głęboko penetrujący środek gruntujący | – |
| Kamień sztuczny (Corian, Varicor) | Środek czyszczący, typ 60 | – |
| * Postępować zgodnie z odpowiednią sekwencją kroków | ||
- Przyczepność do „elementów szalunku traconego”* potwierdzona przez MPA Braunschweig. Nr raportu z badań: 5131/2446-a
- Test grupy naprężeń D4 wykonany zgodnie z DIN/EN 204 przez ift Rosenheim. Nr raportu z badań: 55524676
- Odporność na wysoką temperaturę sprawdzona zgodnie z wymogami normy WATT 91 przez ift Rosenheim. Nr raportu z badań: 555 34457
*Elementy szalunku traconego: Drewniane, płaskie panele do betonu używane na budowach do szalowania konstrukcji pierścieniowych, krawędzi sufitowych oraz nadproży. Szalunki pozostają zamknięte w betonie, przez co noszą nazwę „szalunków traconych”.
Powyższe instrukcje dotyczące stosowania są zaleceniami opartymi na przeprowadzonych testach oraz naszym doświadczeniu. Przed użyciem produktu należy wykonać własne testy. Ze względu na dużą różnorodność zastosowań oraz sposobów przechowywania i warunków pracy nie możemy przyjąć odpowiedzialności za wyniki użycia do konkretnego zastosowania. Nasz dział obsługi klienta bezpłatnie udostępnia informacje techniczne lub porady, jednak te usługi są świadczone z wyłączeniem odpowiedzialności, chyba że informacje w ramach tych usług zostały udzielone na podstawie zawartej umowy lub konsultant działa w określonym celu. Gwarantujemy stałą jakość naszych produktów. Zastrzegamy sobie prawo do wprowadzania zmian technicznych i modernizacji naszych produktów. Patrz karta danych technicznych!
Klej o dużej wytrzymałości nadaje się do klejenia elementów, takich jak panele drzwi, schody, poręcze, szalunki tracone z prasowanych płyt cementowo-wiórowych, listwy przyścienne, do obróbki kamienia naturalnego, metalowych konstrukcji okiennych, parapetów, okładzin laminowanych, ogólnych prac naprawczych i montażowych.
Powierzchnia musi być czysta, sucha i odtłuszczona. W przypadku przygotowywania powierzchni należy zapoznać się z tabelą optymalizacji zawartą w arkuszu danych technicznych.
Klej należy nałożyć na jedną z łączonych części w postaci pasma lub na całą powierzchnię przy użyciu zębatej szpatułki. Łączone elementy należy połączyć w czasie formowania powłoki i docisnąć aż do uzyskania wytrzymałości funkcjonalnej.
Dodatkowe informacje zawiera karta danych technicznych.
Wybierz wartości kolorów RAL
UWAGA: kolor na ekranie różni się od prawdziwego!