





SC Speedcut aluminium end mill, long, optional, twin blade, variable helix DIN 6527L
End mill SC Alu DIN6527L Z2 3xD/2xD 43-45° HB
ENDMIL-SP-DIN6527L-ALU-SC-WF-D12
Art.-no. 5443300927
EAN 4055375918616
Individual price display after login
Show availability in Würth trade store
In order to check the stock in a Würth branch, please log in.
If you have any questions, please call our service hotline at 22 510 20 10.
You are not yet a Würth customer or do not yet have access data to the Online Shop? Then register now in just a few steps. After a successful check of the entered data, you will have immediate access to the stock inquiry as well as all prices and can immediately order.





















Exclusively for trade customers
Register now and access more than 125,000 products
Particularly suitable for machining aluminium materials (both for cast and wrought alloys). Core increase for greater stability, optimal chip outflow owing to enhanced production grinding procedure for an extremely smooth surface. Maximum cutting volumes and optimal surface quality owing to unique cutter geometry.
Product information
Datasheets(X)

 | |
Product code | 7135 |
Material to be processed | Aluminium, Copper, Brass, Plastic |
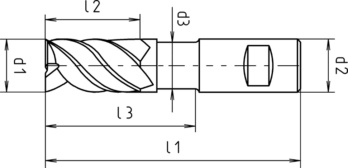
Diameter (d1) | 12 mm |
Shank diameter (d2) | 12 mm |
Clearance diameter (d3) | 11.5 mm |
Standards | DIN 6527 |
Construction length | Long |
Shank style | Cylindrical DIN 6535-HB |
Cutting material | SC |
Surface | Plain |
Coolant supply | External |
Twist angle | 43-45° |
Length (l1) | 83 mm |
Cutting edge length (l2) | 26 mm |
Clearance length (l3) | 38 mm |
Number of cutting edges (Z) | 2 PCS |
Corner chamfer | 0.15 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | Aluminium, Copper, Brass, Plastics |
| Key | ||
| T = dry | ae = 0.5xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1.5xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,070 | 0,085 | 0,095 | 0,110 | 0,140 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,064 | 0,074 | 0,085 | 0,092 | 0,140 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 650-850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 |
| 850-1200 N/mm² | E | 120 | 0,044 | 0,056 | 0,068 | 0,082 | 0,120 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,030 | 0,040 | 0,050 | 0,064 | |
| Cutting values for roughing contour | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,192 | 0,216 | 0,264 | 0,336 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,240 | 0,288 | 0,360 | 0,456 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,180 | 0,216 | 0,264 | 0,336 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Cutting values for roughing contour | ||||||||
| For dia. 3 to dia. 8 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 3 | Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 580 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 530 | 0,105 | 0,170 | 0,250 | 0,132 | 0,168 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 290 | 0,096 | 0,099 | 0,105 | 0,110 | 0,168 |
| Copper, low-alloy | < 350 N/mm² | E | 160 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, short-chipping | < 600 N/mm² | E | 290 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Brass, long-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| Bronze, short-chipping | < 600 N/mm² | E | 205 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 650-850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Bronze, long-chipping | < 850 N/mm² | E | 170 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 |
| 850-1200 N/mm² | E | 145 | 0,066 | 0,077 | 0,088 | 0,098 | 0,144 | |
| Plastics | Thermoplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 |
| Duroplastic | E/T | 250 | 0,022 | 0,031 | 0,040 | 0,050 | 0,064 | |
| Key | ||
| T = dry | ae = 1xd1 | |
| E = emulsion | ||
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/t] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing groove | |||||||
| For dia. 10 to dia. 20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| Dia. 10 | Dia. 12 | Dia. 16 | Dia. 20 | ||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 500 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 475 | 0,160 | 0,180 | 0,220 | 0,280 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 250 | 0,200 | 0,240 | 0,300 | 0,380 |
| Copper, low-alloy | < 350 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, short-chipping | < 600 N/mm² | E | 250 | 0,150 | 0,180 | 0,220 | 0,280 |
| Brass, long-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronze, short-chipping | < 600 N/mm² | E | 175 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronze, long-chipping | < 850 N/mm² | E | 135 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Plastics | Thermoplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplastic | E/T | 250 | 0,080 | 0,100 | 0,120 | 0,164 | |