






Wiertło spiralne HSS DIN 338 SMART STEP
Wiertło spiralne SMART STEP HSS DIN 338
WIERTŁO HSS SMART STEP DIN338 - 6,0 MM
Nr art. 0624930600
EAN 4061975499134






Zarejestruj się i uzyskaj dostęp do 125,000 produktów
Oryginalny produkt SMART STEP: pierwsze wiertło spiralne o stopniowej geometrii wierzchołka (od średnicy 2,5 mm)
Precyzyjne, okrągłe otwory
Wyjątkowo wygodne wiercenie
- Eliminuje konieczność nawiercania, precyzyjne wiercenie punktowe bez ześlizgiwania się
- Możliwość wiercenia pod kątem
- Proste wiercenie lub powiększanie istniejącego otworu
Znacznie szybsze niż konwencjonalne wiertła spiralne z tradycyjnym wierzchołkiem
Idealne do rozwiercania nitów i śrub dwustronnych
Pierwsze wiertło spiralne umożliwiające precyzyjne wiercenie ręczne do średnicy 20 mm bez nawiercania; umożliwia także dokładne otwory do średnicy 26,5 mm bez nawiercania w przypadku użycia na wiertarce kolumnowej
Chwyt zredukowany do średnicy 12,7 mm z > 13,0 mm średnicy nominalnej otworów do stosowania we wszystkich popularnych 3-szczękowych uchwytach wiertarskich
Chwyt 3-ścienny (od średnicy 4 mm)
- Wiertło nie ślizga się w uchwycie wiertarskim; szybsza, wygodniejsza praca
- Optymalne przeniesienie mocy
- Ochrona uchwytu wiertarskiego przed uszkodzeniem
- Luzowanie i dokręcanie uchwytu wiertarskiego z użyciem minimalnej siły
Opakowanie produktu wykonane w 100% z PCR (plastiku pochodzącego z recyklingu z odpadów domowych) nadaje się w 100% do recyklingu
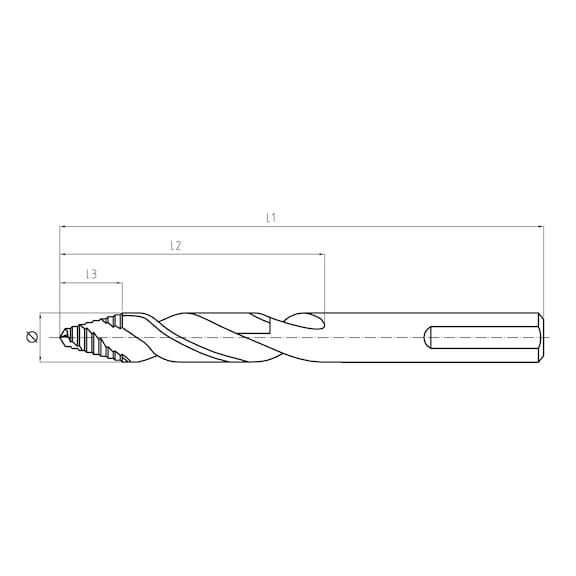
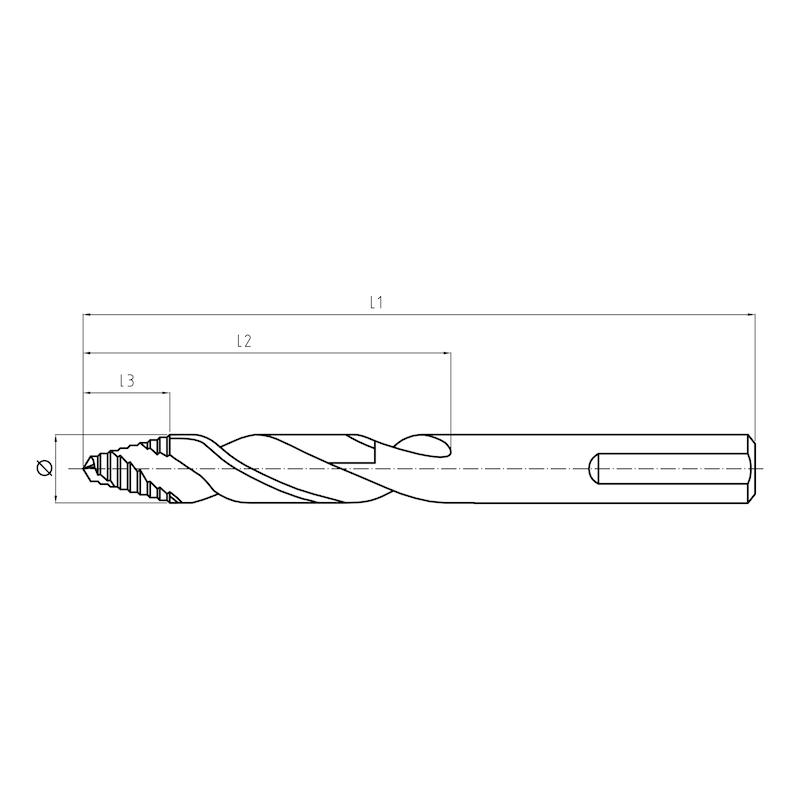
Przy otworach nieprzelotowych należy zwrócić uwagę na wydłużoną końcówkę wiertła (patrz wymiar l3)!
Materiały dodatkowe(X)

- Idealnie nadaje się do wiercenia otworów pod nity, wiercenia otworów pod kołki rozporowe, do wiercenia otworów w blachach i cienkościennych materiałach profilowych (np. aluminium / profile okienne).
- Wysoka jakość wierconych otworów i znacznie dłuższa żywotność w porównaniu z tradycyjnymi wiertłami spiralnymi do wiercenia otworów w drewnie.
- Idealnie nadaje się do precyzyjnej, wygodnej i szybkiej pracy w materiałach litych (np. w stali o wytrzymałości do 1000 N/mm², aluminium i tworzywach sztucznych).
 | |
Przeznaczone do maszyny typu | Wiertarka, Wkrętaki akumulatorowe, Wiertarka stojakowa |
Materiały przeznaczone do obróbki | Stal, Żeliwo, Metal nieżelazny, Drewno, Drewno twarde |
Jakość | ZEBRA-Premium |
Głębokość standardowa/wiercenia | DIN 338 / 5xD |
Średnica (Ø) | 6,0 mm |
Długość (l1) | 93 mm |
Długość rowka wiórowego (l2) | 57 mm |
Długość wiertełka (l3) | 5,3 mm |
Średnica chwytu | 6,0 mm |
Kształt trzonu | Uchwyt 3-płaszczyznowy |
Powłoka | Wielokrotnie rafinowany |
Materiał narzędzia | HSS |
Żywotność (system punktowy) | 3 na 4 punkty |
Szybkość wiercenia (system punktowy) | 4 na 4 punkty |
Jakość wierconego otworu (system punktowy) ( ) | 4 na 4 punkty |
Wszechstronność zastosowań | 3 na 4 punkty |
Wydajność wiercenia (system punktowy) | 4 na 4 punkty |
Przeznaczone do wiertarki (system punktowy) | 4 na 4 punkty |
Nadaje się do wiertarek akumulatorowych (system punktowy) | 4 na 4 punkty |
Przeznaczone do wiertarki stacjonarnej (system punktowy) | 4 na 4 punkty |
Samocentrujące | Tak |
Przeznaczone do wytrzymałości na rozciąganie do | 1000 N/mm² |
Materiał podgrupy | Stale konstrukcyjne ogólnego zastosowania, Niestopowe stale odpuszczane, Żeliwo, Żelazo ciągliwe, Żeliwo ciągliwe, Stopy magnezu, Miedz, niskostopowa, Mosiądz, krótki wiór, Mosiądz, długi wiór, Tworzywa sztuczne, termoutwardzalne, Tworzywa sztuczne, termoplastyczne |
| Wartości skrawania | ||||||||||||
| Średnice 1,0-2,5 | ||||||||||||
| Oznaczenie materiału | Wytrzymałość na rozciąganie | Od średnicy 1,0 | Od średnicy 2,0 | Od średnicy 2,5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| od | do | od | do | od | do | od | do | |||||
| Stale | ||||||||||||
| Stale konstrukcyjne ogólnego przeznaczenia | ≤ 850 N/mm² | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 7,003 | 7,958 | 0,014 | 3,501 | 3,979 | 0,040 | 2,801 | 3,183 | 0,050 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 7,003 | 7,958 | 0,014 | 3,501 | 3,979 | 0,040 | 2,801 | 3,183 | 0,050 |
| Stale stopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Stale azotowane | ≤ 1000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Stale narzędziowe | ≤ 1000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Stale szybkotnące | ≤ 1000 N/mm² | 10 | 20 | 3,183 | 5,093 | 0,012 | 1,592 | 2,546 | 0,032 | 1,273 | 2,037 | 0,040 |
| Metale odlewnicze | ||||||||||||
| Żeliwo | ≤ 350 HB | 22 | 31 | 8,913 | 10,186 | 0,018 | 4,456 | 5,093 | 0,063 | 3,565 | 4,074 | 0,080 |
| Żeliwo sferoidalne z grafitem i ciągliwe | ≤ 350 HB | 22 | 31 | 7,003 | 7,958 | 0,018 | 3,501 | 3,979 | 0,063 | 2,801 | 3,183 | 0,080 |
| Metal kolorowy | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 12,732 | 19,099 | 0,018 | 6,366 | 9,549 | 0,063 | 5,093 | 7,639 | 0,080 |
| Tworzywa sztuczne | ||||||||||||
| Tworzywa sztuczne, termoutwardzalne | 20 | 37 | 6,366 | 9,549 | 0,016 | 3,183 | 4,775 | 0,050 | 2,546 | 3,820 | 0,063 | |
| Tworzywa sztuczne, termoplastyczne | 20 | 37 | 4,777 | 9,549 | 0,016 | 3,183 | 4,775 | 0,050 | 2,546 | 3,820 | 0,063 | |
| Drewno | ||||||||||||
| Drewno miękkie | 25 | 37 | 7,958 | 9,549 | 0,016 | 3,979 | 4,775 | 0,050 | 3,183 | 3,820 | 0,063 | |
| Drewno twarde | ||||||||||||
| Drewno twarde | 22 | 31 | 7,003 | 7,958 | 0,014 | 3,501 | 3,979 | 0,040 | 2,801 | 3,183 | 0,050 | |
| Legenda |
| vc = prędkość skrawania [m/min] |
| f = posuw (mm/obr.) |
| n = prędkość obrotowa [obr./min] |
| Zalecane wartości skrawania są wartościami odniesienia i muszą być dostosowane do panujących warunków. |
| Wartości skrawania | ||||||
| Do średnicy 12,5 | ||||||
| Oznaczenie materiału | Wytrzymałość na rozciąganie | Od średnicy 12,5 | ||||
| vc | n | f | ||||
| od | do | od | do | |||
| Stale | ||||||
| Stale konstrukcyjne ogólnego przeznaczenia | ≤ 850 N/mm² | 25 | 37 | 796 | 955 | 0,250 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 796 | 955 | 0,250 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 796 | 955 | 0,250 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 700 | 796 | 0,200 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 700 | 796 | 0,200 |
| Stale stopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Stale azotowane | ≤ 1000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Stale narzędziowe | ≤ 1000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Stale szybkotnące | ≤ 1000 N/mm² | 10 | 20 | 319 | 509 | 0,156 |
| Metale odlewnicze | ||||||
| Żeliwo | ≤ 350 HB | 22 | 31 | 891 | 1,019 | 0,313 |
| Żeliwo sferoidalne z grafitem i ciągliwe | ≤ 350 HB | 22 | 31 | 700 | 796 | 0,313 |
| Metal kolorowy | ||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 1,019 | 1,528 | 0,250 |
| Tworzywa sztuczne | ||||||
| Tworzywa sztuczne, termoutwardzalne | 20 | 37 | 636 | 955 | 0,250 | |
| Tworzywa sztuczne, termoplastyczne | 20 | 37 | 636 | 955 | 0,250 | |
| Drewno | ||||||
| Drewno miękkie | 25 | 37 | 796 | 955 | 0,250 | |
| Drewno twarde | ||||||
| Drewno twarde | 22 | 31 | 700 | 796 | 0,200 | |
| Wartości skrawania | ||||||||||||
| Średnice 6,3-10,0 | ||||||||||||
| Oznaczenie materiału | Wytrzymałość na rozciąganie | Od średnicy 6,3 | Od średnicy 8,0 | Od średnicy 10,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| od | do | od | do | od | do | od | do | |||||
| Stale | ||||||||||||
| Stale konstrukcyjne ogólnego przeznaczenia | ≤ 850 N/mm² | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 1,446 | 1,642 | 0,130 | 1,138 | 1,294 | 0,163 | 910 | 1,035 | 0,208 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 1,446 | 1,642 | 0,130 | 1,138 | 1,294 | 0,163 | 910 | 1,035 | 0,208 |
| Stale stopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Stale azotowane | ≤ 1000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Stale narzędziowe | ≤ 1000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Stale szybkotnące | ≤ 1000 N/mm² | 10 | 20 | 657 | 1,050 | 0,104 | 517 | 828 | 0,130 | 413 | 662 | 0,163 |
| Metale odlewnicze | ||||||||||||
| Żeliwo | ≤ 350 HB | 22 | 31 | 1,840 | 2,102 | 0,208 | 1,448 | 1,655 | 0,260 | 1,158 | 1,325 | 0,325 |
| Żeliwo sferoidalne z grafitem i ciągliwe | ≤ 350 HB | 22 | 31 | 1,446 | 1,642 | 0,208 | 1,138 | 1,294 | 0,260 | 910 | 1,035 | 0,325 |
| Metal kolorowy | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 2,021 | 3,032 | 0,160 | 1,592 | 2,387 | 0,200 | 1,273 | 1,910 | 0,250 |
| Tworzywa sztuczne | ||||||||||||
| Tworzywa sztuczne, termoutwardzalne | 20 | 37 | 1,314 | 1,971 | 0,163 | 1,035 | 1,552 | 0,208 | 828 | 1,242 | 0,260 | |
| Tworzywa sztuczne, termoplastyczne | 20 | 37 | 1,314 | 1,971 | 0,163 | 1,035 | 1,552 | 0,208 | 828 | 1,242 | 0,260 | |
| Drewno | ||||||||||||
| Drewno miękkie | 25 | 37 | 1,642 | 1,971 | 0,163 | 1,294 | 1,552 | 0,208 | 1,035 | 1,242 | 0,260 | |
| Drewno twarde | ||||||||||||
| Drewno twarde | 22 | 31 | 1,446 | 1,642 | 0,130 | 1,138 | 1,294 | 0,163 | 910 | 1,035 | 0,208 | |
| Wartości skrawania | ||||||||||||
| Średnice 3,15-5,0 | ||||||||||||
| Oznaczenie materiału | Wytrzymałość na rozciąganie | Od średnicy 3,15 | Od średnicy 4,0 | Od średnicy 5,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| od | do | od | do | od | do | od | do | |||||
| Stale | ||||||||||||
| Stale konstrukcyjne ogólnego przeznaczenia | ≤ 850 N/mm² | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 850 N/mm² | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 |
| Stale niestopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 2,223 | 2,526 | 0,063 | 1,751 | 1,989 | 0,080 | 1,611 | 1,831 | 0,092 |
| Stale niskostopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 22 | 31 | 2,223 | 2,526 | 0,063 | 1,751 | 1,989 | 0,080 | 1,611 | 1,831 | 0,092 |
| Stale stopowe poddane obróbce cieplnej | ≤ 1000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Stale azotowane | ≤ 1000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Stale narzędziowe | ≤ 1000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Stale szybkotnące | ≤ 1000 N/mm² | 10 | 20 | 1,011 | 1,617 | 0,050 | 796 | 1,273 | 0,063 | 733 | 1,172 | 0,072 |
| Metale odlewnicze | ||||||||||||
| Żeliwo | ≤ 350 HB | 22 | 31 | 2,829 | 3,234 | 0,100 | 2,228 | 2,546 | 0,125 | 2,050 | 2,343 | 0,144 |
| Żeliwo sferoidalne z grafitem i ciągliwe | ≤ 350 HB | 22 | 31 | 2,223 | 2,526 | 0,100 | 1,751 | 1,989 | 0,125 | 1,611 | 1,831 | 0,144 |
| Metal kolorowy | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 4,042 | 6,063 | 0,100 | 3,183 | 4,775 | 0,125 | 2,546 | 3,820 | 0,125 |
| Tworzywa sztuczne | ||||||||||||
| Tworzywa sztuczne, termoutwardzalne | 20 | 37 | 2,021 | 3,032 | 0,080 | 1,592 | 2,387 | 0,100 | 1,464 | 2,197 | 0,115 | |
| Tworzywa sztuczne, termoplastyczne | 20 | 37 | 2,021 | 3,032 | 0,080 | 1,592 | 2,387 | 0,100 | 1,464 | 2,197 | 0,115 | |
| Drewno | ||||||||||||
| Drewno miękkie | 25 | 37 | 2,526 | 3,032 | 0,080 | 1,989 | 2,387 | 0,100 | 1,831 | 2,197 | 0,115 | |
| Drewno twarde | ||||||||||||
| Drewno twarde | 22 | 31 | 2,223 | 2,526 | 0,063 | 1,751 | 1,989 | 0,080 | 1,611 | 1,831 | 0,092 | |
Wybierz wartości kolorów RAL
UWAGA: kolor na ekranie różni się od prawdziwego!